Introduction
Tooling quotes for custom hinges can swing from a few thousand dollars to well over $100,000—for what looks like the same type of component. Engineers regularly accept these numbers without understanding what they're actually paying for, whether the price is justified, or how to evaluate competing bids. The problem deepens when buyers confuse tooling investment with per-unit manufacturing cost, which leads to budget overruns and scope creep the moment a design change requires retooling mid-program.
Tooling costs vary dramatically based on hinge complexity, dimensional tolerances, production volume, and manufacturing process. A simple stamped butt hinge may need only basic single-operation dies. A multi-link counterbalanced soft-close mechanism demands precision progressive tooling with rigorous qualification protocols—and pricing that reflects it.
Understanding the difference is what separates programs that stay on budget from those that don't.
Key Takeaways
- Custom hinge tooling costs range from $3,000 for simple blanking dies to $120,000+ for complex progressive tooling
- Key cost drivers: hinge geometry complexity, required tolerances, material specifications, and production volume
- Unplanned tooling failures typically cost 4x more to address than scheduled maintenance — a ratio consistently observed across stamped metal tooling programs
- Early DFM engagement cuts development cycles by 25% and trims modification costs by 30%+
- Volume crossover for custom tooling justification typically occurs at 10,000–20,000 annual units
How Much Does Custom Hinge Tooling Typically Cost?
Tooling in custom hinge manufacturing refers to the dies, progressive stamping tools, forming fixtures, gauges, and inspection equipment fabricated specifically to produce a unique hinge geometry — separate from the per-unit part cost. This distinction matters. Misunderstanding it leads to chronic underbudgeting.
When design changes require retooling after initial fabrication, buyers face sticker shock because they treated tooling as a fixed expense rather than a capital asset with modification costs.
Tooling does not have a fixed price. The investment required depends on geometry complexity, operational steps, tolerance requirements, production volume, and material specifications.
Typical Cost Tiers
Entry-level tooling ($3,000–$8,000): Simple stamped or bent hinges with basic geometry and low-precision requirements. Best for low-volume, non-critical applications — enclosure access panels, light-duty cabinet doors, or prototype programs where the design may still evolve. Typically includes single-operation blanking dies and basic fixtures.
Mid-range tooling ($15,000–$50,000): Multi-stage dies, sample runs, and basic inspection gauges for moderate complexity. Fits appliance, HVAC, and light industrial applications where production volumes justify harder tooling but extreme precision isn't required.
High-end tooling ($100,000–$120,000+): Medical casegoods, commercial appliances, automotive, and aerospace-adjacent programs with tight tolerances drive buyers into this tier. Includes precision ground tooling, full qualification processes, and durability testing — appropriate when applications require dimensional tolerances of ±0.003mm and cycle-life validation exceeding 1 million strokes.

These tiers cover tooling design and fabrication only: engineering hours, prototype iterations, and tooling modifications are typically billed separately and should carry their own budget line.
Key Factors That Drive Custom Hinge Tooling Costs
Tooling cost reflects the engineering challenge of producing a specific hinge geometry reliably, at scale, to specification. Five primary factors determine the final investment.
Hinge Geometry and Operational Complexity
The number of forming operations—bends, curls, swages, riveting, assembly features—directly multiplies tooling complexity and cost. A simple two-piece butt hinge requires far less tooling investment than a multi-link counterbalanced hinge with a soft-close mechanism. Each additional operation typically requires another die station, increasing machining time, setup complexity, and qualification requirements.
Tolerances and Quality Specifications
Tighter dimensional tolerances demand higher-grade tool steels, finer grinding, and more rigorous qualification. Achieving +/-0.003mm tolerances adds 15–25% to total die production cost, while specifying +/-0.01mm when +/-0.05mm suffices inflates EDM, grinding, and machining costs by 30–50%.
Customer requirements for a CPK (Capability Index) of 1.33 effectively cut usable tolerances in half, compounding tooling investment. Medical casegoods, commercial ovens, and precision enclosures routinely require these tighter specifications.
Material Type and Thickness
Forming harder or thicker materials—stainless steel, high-strength alloys—demands more robust tooling with greater wear resistance and higher tonnage capacity. Tooling designed for stainless steel typically requires tool steels like D2 or H13, which cost 18–28% more than softer P20 pre-hardened steel but deliver up to 3x longer die life. Softer metals allow lower-cost tooling but may sacrifice hinge durability in high-cycle applications.
Production Volume and Tooling Durability Requirements
The relationship between anticipated volume and tooling investment is direct. Low-volume tooling (under 10,000 units annually) can use softer steels and simpler designs. High-volume production exceeding 100,000 units per year requires hardened, precision-ground tooling built for millions of cycles.
P20 tool steel supports 300,000–500,000 strokes; H13 exceeds 1,000,000 strokes. That difference in stroke life is what makes the higher upfront steel cost justify itself—cost per part drops significantly once volume climbs past the break-even threshold.
Number of Design Iterations Before Tooling Lock
Each design change after tooling has been cut can require rework or replacement of affected tools. This is the single most controllable cost driver and it depends almost entirely on how early engineering and DFM reviews happen. Early tripartite collaboration between design, procurement, and die fabrication can reduce modification costs by over 30%.
The True Cost Breakdown of Custom Hinge Tooling
The tooling invoice is only the starting point. The true cost spans the entire product lifecycle and includes several categories buyers routinely overlook.
Initial Tooling Design and Fabrication
This is the one-time cost covering engineering drawings, tool steel procurement, machining, heat treatment, and initial tryout. It represents the majority of visible tooling spend—but treating it as the total investment is a common mistake.
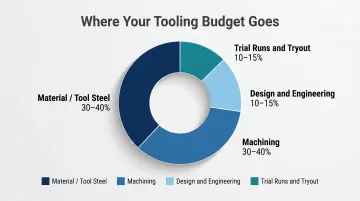
A typical internal cost breakdown looks like this:
- Material (tool steel): 30–40% of tooling cost
- Machining: 30–40%
- Design and engineering: 10–15%
- Trial runs and tryout: 10–15%
Prototype, Sampling, and Qualification Costs
This covers first-article inspection, sample runs, functional testing, and corrective retooling before production approval. Hinges with demanding requirements—torque, cycle life, load capacity—may go through multiple qualification rounds before sign-off.
Mansfield Engineered Components builds and tests prototypes in-house before any tooling is cut. That means torque profiles, motion arcs, cycle life, and tactile feel are validated upfront, catching problems before they become expensive tooling rework.
Tooling Modifications Due to Design Changes
Any engineering change order (ECO) affecting hinge geometry, material, or tolerances after tooling is cut can require partial or full retooling. This cost is chronically underestimated and should carry a contingency budget line of 8–20% of initial tooling investment depending on design maturity.
Ongoing Maintenance, Refurbishment, and End-of-Life Replacement
Tooling wears over time as inserts dull, clearances open up, and surfaces gall. Annual die maintenance typically runs 5–10% of the original tooling investment. Unplanned die maintenance costs 4x more than planned maintenance when factoring setup labor, quality-lab time, scrap, and idle production resources. At end of tooling life, full replacement may be required.
Low Tooling Investment vs. High Tooling Investment: What's the Real Difference?
Choosing lower-cost tooling isn't inherently wrong, but you need to understand the tradeoffs before committing—especially for products with long production runs or demanding performance requirements.
Three factors determine which investment level makes sense for your program:
- Part consistency: Lower-cost tooling tolerates more dimensional variation over time. Precision tooling holds tighter part-to-part tolerances across high volumes, directly affecting assembly fit and product performance.
- Cost per part: A $45,000 die with a 2,000,000-stroke life yields $0.0225 per part—just 2.6% of an $0.85 total part cost. A cheaper die with half the stroke life doubles the cost per part. Choosing a supplier with a 10% lower initial tooling quote can result in overall costs 30% higher once downtime, reduced yield, and rework are factored in.
- Risk profile: Lower-cost tooling suits short-run or NPI projects where the design is still evolving. Precision tooling pays off once the design is locked and volume commitments are in place.

How to Manage and Right-Size Your Tooling Investment
Start DFM (Design for Manufacturability) Reviews Early
The single most impactful cost management strategy is engaging your hinge manufacturer's engineering team before the design is finalized. Early DFM feedback can eliminate unnecessary complexity, tighten only the tolerances that matter functionally, and reduce the number of forming operations needed. Approximately 70% of total die cost is locked at the design stage, making this phase the highest-leverage intervention point.
That's precisely where early collaboration pays off. Mansfield Engineered Components designs and tests its own prototypes as part of the development process — validating cycle life, force, torque, and environmental performance before tooling is cut. Design flaws caught at this stage cost a fraction of what they cost after dies are made.
Negotiate Tooling Ownership, Amortization, and Portability Terms
These contract terms affect cash flow and long-term flexibility more than most buyers realize. Clarify each of the following before signing:
- Ownership: Does the buyer or supplier retain title to the tooling?
- Cost structure: Is tooling paid upfront or amortized into unit pricing over committed volumes?
- Portability: What happens to the tooling if you switch suppliers?
Amortization arrangements can ease upfront costs, but they typically require minimum volume commitments — negotiate those thresholds carefully.
Budget for Iterations, Not Just Initial Tooling
Allocate 8–20% of the initial tooling estimate for design changes, requalification, and first-year maintenance. Industry guidance recommends 5–15% for design-change contingency plus 3–5% for unforeseen costs such as material spikes or machining issues. Treating tooling as a capital asset with a depreciation schedule — rather than a one-time expense — produces more accurate financial planning over the product's life.
What Most Buyers Get Wrong About Custom Hinge Tooling Costs
Treating Tooling as a Commodity Purchase
Buyers who select a tooling quote based on price alone—without evaluating tool steel grade, precision grinding standards, or service life—often pay more in the long run through frequent rework, scrap, and retooling. A $15,000 tool that fails at 200,000 cycles costs far more than a $25,000 tool rated for 2 million.
Locking Design Too Late (or Too Early)
Finalizing hinge geometry before involving the manufacturer leads to expensive post-tooling changes — re-cutting dies or scrapping tooling outright. The opposite problem is just as costly: leaving design open too long delays procurement and pushes lead times out by weeks. The window for manufacturer input is early in the design phase, not after drawings are locked.
Ignoring Volume-Tooling Fit
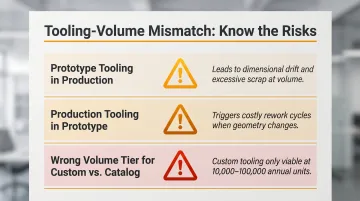
Tooling investment needs to match both production stage and volume. Three common mismatches:
- Prototype tooling in production: Soft tooling built for 5,000-part validation runs degrades quickly at production volumes, causing dimensional drift and scrap
- Production tooling in prototype: Hard tooling for a design that isn't final yet means expensive rework when geometry changes
- Wrong volume tier for custom vs. catalog: According to stamping die cost data, custom tooling typically becomes more cost-effective than catalog hardware between 10,000 and 100,000 annual units — below that threshold, catalog or semi-custom options often make more financial sense
Conclusion
Tooling cost for custom hinges is multi-layered—the quoted tooling fee is just the beginning. Understanding the full cost picture leads to better budget decisions and fewer surprises. The data makes this clear:
- Unplanned maintenance costs 4x more than planned maintenance
- Tolerance over-specification inflates costs by 30–50%
- Poor supplier selection can turn a 10% initial savings into a 30% total cost penalty
The most effective cost controls happen upstream. Engaging a manufacturing partner early—one with hands-on DFM experience and the engineering depth to catch problems before steel is cut—eliminates the expensive redesign cycles that derail budgets downstream. Negotiating clear commercial terms on modifications, maintenance, and ownership rights removes the ambiguity that turns modest surprises into major overruns.
Manufacturers like Mansfield Engineered Components, with over 80 years of custom hinge engineering experience, bring that upstream involvement as a standard part of the process—not an afterthought. That's what separates tooling that pays for itself over a production run from tooling that quietly drains it.
Frequently Asked Questions
What is tooling in custom hinge manufacturing?
Tooling refers to the custom-built dies, fixtures, and forming tools fabricated specifically to produce a unique hinge geometry—distinct from the per-unit part cost. It is typically a one-time or amortized investment covering design, fabrication, qualification, and initial tryout.
Can custom hinge tooling costs be amortized into per-unit pricing?
Yes, many manufacturers spread tooling costs across a committed production volume, folding the investment into the per-unit price. Clarify amortization terms and minimum volume commitments upfront, as both affect cash flow and your flexibility to switch suppliers later.
When does investing in custom hinge tooling make financial sense?
Custom tooling is justified when standard catalog hinges can't meet your geometry, load, torque, or finish requirements. It becomes financially viable at volumes of roughly 10,000–20,000 units annually, where per-unit savings offset the upfront investment versus modified off-the-shelf alternatives.
Who owns the tooling — the buyer or the hinge manufacturer?
Ownership varies by supplier and contract terms. Some manufacturers retain tooling; others transfer it to the buyer. Clarify this before signing, as it directly affects your flexibility to move production and your long-term cost planning.
How much should I budget for tooling maintenance and refurbishment?
Tooling maintenance—re-grinding inserts, replacing worn components—typically runs 5–10% of the original tooling investment annually. Budget this as a recurring line item; emergency repairs can cost 4x more than planned refurbishment and cause significant production downtime.
Does hinge geometry affect tooling cost?
Yes—directly. Simpler pivot or single-axis hinges require fewer forming operations and less complex dies. Multi-link counterbalanced systems, four-bar linkages, and concealed hinges involve tighter tolerances and more tooling stages, which increases both fabrication time and upfront tooling cost.