Introduction
A hinge that passes every catalog spec can still fail in the field. Engineers sourcing motion control components face a challenge that goes beyond part numbers and dimensional drawings: the real variable is the manufacturer behind the component, not just the part specification.
Choosing the wrong manufacturer cascades into field failures, costly redesigns, supply chain disruptions, and missed production deadlines. In commercial appliances, transportation, and medical equipment, component failures trigger recall costs reaching $600 million per event and unplanned downtime averaging $260,000 per hour.
The math gets worse the later you catch the problem. The 1-10-100 Rule puts it plainly: defects cost $1 to prevent at design, $10 to correct in production, and $100 to address post-shipment.
The 7 questions below give engineers a concrete framework for evaluating any hinge manufacturer before committing to a supplier relationship — and the answers reveal far more than a spec sheet ever will.
Key Takeaways
- Hinge manufacturer selection is an engineering partnership decision, not a purchasing transaction
- Custom design capability matters more than catalog breadth for OEM programs with tight tolerances or high-cycle load requirements
- Vet suppliers on engineering depth, quality protocols, and prototype-to-production speed
- Material expertise and delivery reliability determine total cost of ownership — not unit price alone
- Weak answers to any of these 7 questions signal supply chain risk before it becomes a production problem
Why the Hinge Manufacturer You Choose Matters More Than the Hinge Itself
In precision applications—oven doors cycling tens of thousands of times, medical cabinet lids maintaining IP integrity, truck bed covers enduring UV exposure and vibration—a hinge is never truly off-the-shelf. Load paths, operating environments, cycle life targets, and finish specifications all vary by application. Only a manufacturer with dedicated design engineers can account for all of them.
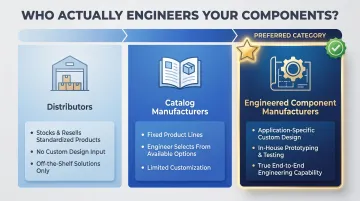
Three Supplier Categories Exist:
- Distributors stock and resell standardized products with no design input
- Catalog manufacturers produce fixed product lines from which engineers select
- Engineered component manufacturers collaborate on application-specific designs with in-house prototyping and testing
Only the third category brings true design capability.
The downstream cost of a poor manufacturer selection compounds quickly. Field warranty claims, assembly line stoppages, ingress protection failures, and engineering time lost to redesigns all trace back to the supplier decision. Component failures account for 26% of medical device recalls, and late-stage design changes can increase program costs by 20%.
Those failure costs are exactly what custom-engineered components are designed to prevent. Custom assemblies reduce total cost of ownership through longer lifespan, reduced maintenance, streamlined sourcing, and design adaptability — and the volume crossover where custom engineering beats catalog economics typically falls between 10,000 and 100,000 annual units.
7 Questions Engineers Should Ask When Evaluating a Hinge Manufacturer
This framework targets specific risk areas separating capable engineering partners from commodity suppliers.
Do you design custom components, or are you primarily selling from a catalog?
This question is foundational. A manufacturer offering only catalog items cannot accommodate unique load requirements, space constraints, or finish specifications without forcing design compromises. Custom engineering capability is critical for complex applications.
What "custom" should actually mean:
Not just drilling different hole patterns. A qualified manufacturer designs from functional requirements (torque curves, motion arcs, environmental exposure), then builds prototypes and validates performance before production tooling is cut.
Catalog hardware works well for low-complexity applications where OEM products can flex around available components. But when applications demand specific torque profiles, unusual geometries, or specialized materials (food-contact, corrosion-resistant, high-temperature), custom engineering becomes essential.
Mansfield Engineered Components designs every component from scratch to customer specifications. No catalog. No off-the-shelf compromises. With over 80 years of experience and 200+ design and manufacturing professionals in Mansfield, Ohio, MEC collaborates with OEM engineers from concept through prototyping to production, delivering components optimized for the application rather than forced into pre-existing designs.
What does your engineering team look like, and what is your design process?
In-house engineering talent determines whether a manufacturer can be a true development partner. Ask about the number of mechanical engineers on staff, their familiarity with your application space, and whether they work alongside you during design.
Red flag to watch for: Manufacturers who outsource engineering review or route drawings to production without collaborative design input.
Key capabilities to confirm:
- Mechanical engineers with application-specific expertise (appliance, transportation, medical)
- Direct collaboration during requirements definition and design iteration
- Validated design processes including FEA, torque curve optimization, and environmental testing protocols
- Experience with your specific hinge type (concealed, four-bar, continuous, torque-controlled)
A manufacturer with deep engineering resources accelerates design cycles, catches potential failures before tooling investment, and adapts quickly to design changes. One without engineering depth becomes a bottleneck.
Mansfield's engineering team, led by VP of Engineering Jim Collene and supported by dedicated project managers, works directly with OEM customers from concept through production validation. The team applies decades of motion control experience to accelerate development and prototypes components in-house. Performance is validated through cycle-life testing, torque measurement, and environmental exposure testing before committing to production tooling.
What quality certifications do you hold, and how do you verify component performance?
Quality certifications like ISO 9001:2015 are the baseline requirement. The more important question: What does the manufacturer's internal testing protocol actually look like?
Testing protocols to ask about:
- Cycle life testing — How many open/close cycles under what load conditions?
- Torque consistency verification — Measured across the full motion arc, not just one point
- Load simulation — Static and dynamic load testing matching real-world conditions
- Salt spray corrosion testing — Per ISO 9227 for corrosion resistance validation
Ask for test data, not just certification plaques. A qualified manufacturer provides Statistical Process Control (SPC) reports or first article inspection results. SPC in precision metal stamping tracks critical-to-quality attributes—hole diameters, flange lengths, material thickness—with process capability (Cpk) of 1.33 minimum, 1.67+ for safety-critical applications.
Relevant standards by application:
- ISO 9001:2015 — Baseline quality management certification
- ANSI/BHMA A156.1 — Cycle life grades for hinges, with Grade 1 requiring 2,500,000 cycles
- ISO 9227 / ASTM B117 — Salt spray testing for corrosion resistance
- NSF/ANSI 2 & 51 — Food equipment and materials compliance

Mansfield validates component performance through in-house testing: cycle-life testing, force and torque measurement across the motion arc, environmental testing (temperature, humidity, corrosion), and hold-at-angle validation for counterbalances. Components are proven before tooling investment, not after.
What materials do you work with, and how do you match material selection to application environments?
The right material for a commercial oven hinge (high-temperature, grease exposure) differs fundamentally from the right material for a medical casegood hinge (corrosion resistance, cleanroom compatibility) or a truck accessory hinge (outdoor UV and vibration).
A manufacturer without multi-material capability defaults to what they have, not what the application needs.
Material matching by environment:
| Application | Material Requirements | Typical Specification |
|---|---|---|
| Commercial ovens | High-temperature (200°C ambient, 500°C self-clean) | 304/316 stainless steel, hardened 420 pins |
| Medical casegoods | Corrosion-resistant, electropolished, crevice-free | 316L stainless, Ra <0.8µm finish |
| Outdoor transportation | UV-resistant, salt spray, thermal cycling | 316 marine-grade stainless, UV-stabilized powder coat |
| Food equipment | NSF-compliant, non-porous, chemical-resistant | 304/316 stainless with passivation per ASTM A967 |
Surface treatment is equally critical. Match finishes to ISO 12944 corrosivity categories:
- C2-C3 environments (indoor/mild outdoor): Zinc plating
- C3-C4 environments (urban/coastal): Powder coat
- C5+ environments (offshore/aggressive): Marine-grade stainless with passivation
Mansfield works with cold-rolled steel, stainless steel grades (304, 316, 316L), aluminum, spring steel, and specialty alloys. The engineering team matches materials to environmental demands—corrosion-resistant finishes for medical casegoods, weatherized coatings for outdoor applications, high-temperature materials for oven components, and food-grade finishes for commercial kitchen equipment.
What are your prototype capabilities, and what does your path from design to production look like?
This question reveals program timing risk. A manufacturer that produces and tests functional prototypes in-house compresses the design validation cycle, reducing late-stage changes when tooling has already been cut.
Ask specifically about:
- In-house vs. outsourced prototyping — External handoffs extend timelines
- Tooling ownership — Who owns the production tooling, and how does this affect design flexibility?
- First article lead times — Typical turnaround from design freeze to initial production
- Design revision process — How are changes handled between prototype and production?
A manufacturer set up as a collaborative development partner prototypes, tests, iterates, and validates before committing to production tooling. A fulfillment vendor discovers problems after tooling investment, when changes are most expensive.
Applying Design for Manufacturability (DFM) early reduces development time by 15-30%, and 97% of companies report delays when scaling from prototype to production without rigorous validation.
Mansfield builds and tests prototypes in-house before tooling is cut. The engineering team validates torque profiles, motion arcs, cycle life, and tactile feel through comprehensive testing, then iterates quickly without external lab handoffs. Design changes are re-prototyped and re-tested within the same facility, compressing development cycles and reducing late-stage risk.

How do you ensure on-time delivery, and what inventory strategy supports production continuity?
Delivery performance directly impacts production schedule reliability. Engineers sourcing components for high-volume OEM lines need a supplier with strategic inventory management, not one who builds entirely to order with no buffer.
Questions to ask:
- Historical on-time delivery rate — What percentage of orders ship on the promised date?
- Demand spike management — How do you handle sudden volume increases or supply chain disruptions?
- Safety stock strategy — Do you maintain buffer inventory for key programs?
90% of supply chain leaders encountered challenges in 2024, and 84% dealt with component shortages causing time-to-market delays. A manufacturer with strategic inventory positioning absorbs these disruptions without impacting your production schedule.
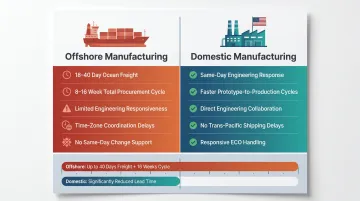
Domestic vs. offshore lead time considerations:
Ocean freight from China to the US takes 18-25 days (West Coast) or 30-40 days (East Coast), with total procurement cycles extending to 8-16 weeks for custom components. Domestic manufacturers offer faster prototype-to-production cycles and more responsive engineering collaboration.
Mansfield maintains strategic inventory levels aligned to customer release schedules, shipping 250,000+ motion control components every week from its Ohio facility. The company commits to on-time delivery for every order, supporting production volumes from 5,000 to 5,000,000+ units per program without minimum-order constraints. Domestic production eliminates trans-Pacific shipping delays and enables same-day response to engineering changes.
How does your team handle technical questions, change requests, and post-launch support?
The relationship with a component manufacturer doesn't end at first shipment. Change requests, field issues, and design iterations are normal throughout the product lifecycle. When a field issue emerges mid-production run, the difference between a same-day engineering response and a 72-hour ticket queue is measured in downtime costs.
What to ask:
- Response time commitments — Same-day? 48 hours? Next week?
- Point of contact structure — Will you work with a dedicated engineer or a general customer service queue?
- ECO (Engineering Change Order) process — How are post-launch design changes handled, and what's the typical turnaround?
- Post-launch support — Who handles field issues, warranty claims, and production problem-solving?
Manufacturers with dedicated engineering contacts and same-day response commitments solve problems before they cascade into production stoppages. Those routing inquiries through general queues introduce delays at the worst moments.
Mansfield commits to same-day response to all customer questions and concerns, backed by direct engineering contacts throughout the program lifecycle. Customers work with dedicated Design Engineering Project Managers during development and have direct access to the VP of Engineering, Customer Service Manager, and Quality team for post-launch support.
The vertically integrated model means one call reaches the engineer, the quality team, and production scheduling simultaneously — no vendor-to-vendor coordination delays.
How Mansfield Engineered Components Can Help
Mansfield Engineered Components was purpose-built to answer "yes" to all seven questions above. Here's what that looks like in practice:
- No catalog substitutions — every component is designed from functional requirements. Over 80 years of motion control experience means the team applies proven design patterns without forcing off-the-shelf fits.
- Direct engineering collaboration — mechanical engineers work with OEM customers from concept through production validation, prototyping and testing in-house before any tooling investment.
- Full test coverage — cycle-life, torque measurement, environmental exposure, and hold-at-angle validation confirm components meet spec before production begins.
- Material flexibility — stainless grades (304, 316, 316L), cold-rolled steel, aluminum, spring steel, and specialty alloys, with high-temperature, corrosion-resistant, food-contact, and outdoor-rated finish options.
- Faster development cycles — in-house prototyping, testing, and tooling design eliminate external handoffs; design changes are re-prototyped and re-tested on-site.
- 250,000+ components shipped weekly, backed by domestic Ohio manufacturing and strategic inventory for on-time delivery.
- Same-day response — direct engineering contacts and a dedicated customer service team handle issues throughout the program lifecycle.
Customers include Bosch, Whirlpool, GE/Haier, Sub-Zero, Electrolux, and Wolf Appliance. Family-owned for three generations and part of the Sabaf Group since 2023, Mansfield operates from Mansfield, Ohio.
Contact Mansfield Engineered Components:
📞 419-524-1313
📧 sales@mansfieldec.com
📍 1776 Harrington Memorial Road, Mansfield, OH 44903
Conclusion
When the stakes are high—a commercial oven door cycling tens of thousands of times, or a medical storage unit maintaining IP integrity—the right question is never just "does this hinge meet spec?" The real question is whether the manufacturer has the capability and commitment to stand behind the component through the full product lifecycle.
Use these 7 questions as a pre-qualification checklist before sending an RFQ. A manufacturer that answers them thoroughly — with specifics, not generalities — has already demonstrated the engineering depth and accountability that matter most once production begins.
Frequently Asked Questions
How are hinges manufactured?
Industrial and engineered hinges are produced through metal stamping, die casting, or machining, followed by surface treatment (plating, powder coating, or passivation), assembly, and quality testing. The specific process varies based on material, design complexity, and application requirements.
What is the difference between Grade 7 and Grade 11 hinges?
These designations do not appear in published ANSI/BHMA standards for hinges. ANSI/BHMA A156.1 defines Grade 1 (2,500,000 cycles), Grade 2, and Grade 3. If a manufacturer references "Grade 7" or "Grade 11," request the specific test protocol and cycle count behind the claim.
What certifications should a quality hinge manufacturer hold?
ISO 9001:2015 is the baseline quality management certification. Engineers should also verify compliance with application-relevant standards: ANSI/BHMA A156.1 for cycle life, ISO 9227 for corrosion testing, and industry-specific requirements (NSF for food equipment, healthcare standards for medical applications).
When does it make sense to choose a custom-engineered hinge over a catalog product?
Custom engineering is warranted when off-the-shelf components cannot meet required load ratings, dimensional envelopes, operating environments, or cycle life. In high-volume OEM applications, custom-designed components reduce total cost by eliminating assembly workarounds and field failure risk.
What is total cost of ownership (TCO) and why does it matter when sourcing hinges?
TCO covers the full lifecycle cost: acquisition price, installation efficiency, failure rate, warranty costs, and downtime. A single recall can cost $600 million, and unplanned downtime averages $260,000 per hour. A higher unit price from a quality manufacturer typically delivers lower TCO than a cheaper alternative with higher failure rates.
How do lead times typically differ between domestic and offshore hinge manufacturers?
Offshore manufacturers offer lower unit pricing but carry 8-14 week lead times including ocean freight. Domestic manufacturers provide faster prototype-to-production cycles and more responsive engineering support, which matters when program timing is tight.